以下是:无缝钢管35crmo厚壁无缝钢管品牌企业的产品参数
| 最小起订 | 1 |
|---|
| 质量等级 | 高等 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q355B |
|---|
| 产品品牌 | 杰达通 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 结构、流体、建筑装饰、机械加工、压力容器、电力、化工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品表面描述 | 光滑 |
|---|
| 配送服务 | 可配送到厂 |
|---|
以下是:无缝钢管35crmo厚壁无缝钢管品牌企业的图文视频
无缝钢管35crmo厚壁无缝钢管品牌企业,杰达通钢管有限公司为您提供无缝钢管35crmo厚壁无缝钢管品牌企业的资讯,联系人:张经理,电话:0635-8889121、13001750087,QQ:2572770787,发货地:聊城开发区汇通国际金属物流园发货到山东省 滨州市 滨城区、惠民县、阳信县、无棣县、沾化区、博兴县、邹平市。 山东省,滨州市 2022年,滨州市实现生产总值2975.15亿元,比上年增长3.9%。
我们为您准备了无缝钢管35crmo厚壁无缝钢管品牌企业产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:无缝钢管35crmo厚壁无缝钢管品牌企业的图文介绍
杰达通钢管有限公司经营理念:诚信为本,实力优先,全心全意为客户。公司重管理,讲效率,向规模经济要效益,为严格公司纪律明确责任,提高工作效率引进了当前先进的管理体系,完善了 山东滨州 Q355D无缝管生产各项规章制度,企业要发展,人才是关键,公司谋求长远发展,建立并完善了人才资源库,努力做到让所有员工人尽其才,才尽其用,让其在本岗位上发挥特长,尽忠职守。


山东滨州无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。






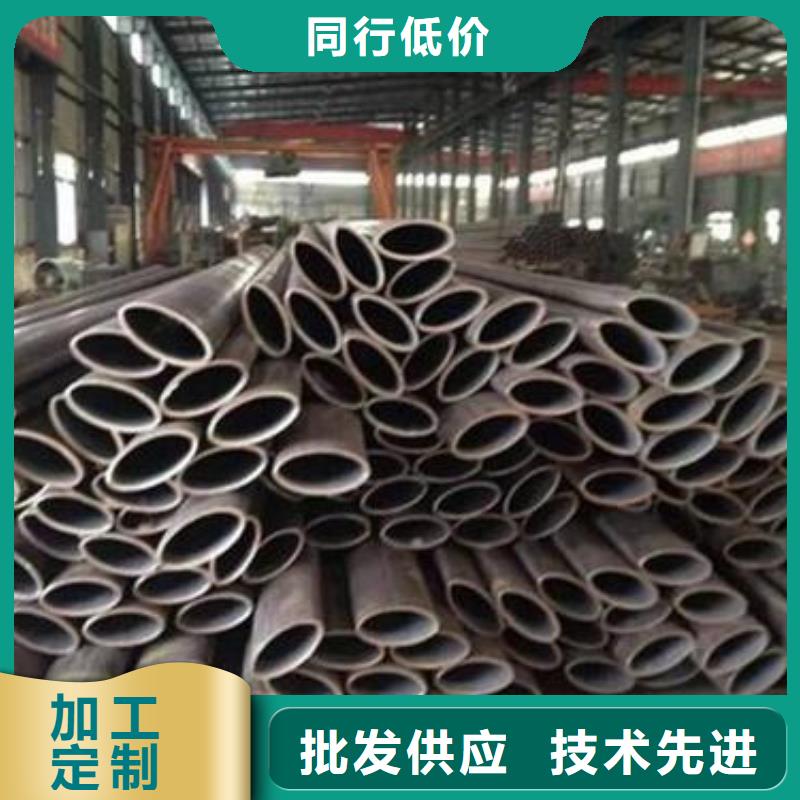
山东滨州无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件。 常用的无缝钢管的生产方法,大致可以分为以下两种。斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。 第二:挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。 斜轧法和挤压法都必须先将管坯或钢锭加热,生产的钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。无缝钢管的冷加工,可以进步钢管的尺寸精度和加工光洁度,改善材质的机械性能等。



山东滨州无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。
今年在山东省滨州市购买无缝钢管35crmo厚壁无缝钢管品牌企业有了新选择,杰达通钢管有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的无缝钢管35crmo厚壁无缝钢管品牌企业产品。如需购买或咨询,请随时联系我们,联系人:张经理-13001750087,QQ:2572770787,地址:开发区汇通国际金属物流园。